

Categorieën
Hete producten






Coatingproces voor lithiumbatterijen
Jan 25,2024Het coaten van elektrodestukken verwijst in het algemeen naar een proces waarbij de gelijkmatig geroerde slurry gelijkmatig op de stroomcollector wordt aangebracht en het organische oplosmiddel in de slurry wordt gedroogd. Het effect van coating heeft een belangrijke invloed op de batterijcapaciteit, interne weerstand, levensduur en veiligheid en zorgt ervoor dat het poolstuk gelijkmatig wordt gecoat. De selectie van coatingmethoden en controleparameters heeft een belangrijke impact op de prestaties van lithium-ionbatterijen, die zich vooral manifesteren in:
1) Controle van de droogtemperatuur van de coating: als de droogtemperatuur tijdens het coaten te laag is, kan niet worden gegarandeerd dat het poolstuk volledig droog is. Als de temperatuur te hoog is, kan dit komen doordat het organische oplosmiddel in het poolstuk te snel verdampt, en de oppervlaktecoating van het poolstuk barst en valt eraf;
2) Oppervlaktedichtheid van de coating: als de oppervlaktedichtheid van de coating te klein is, bereikt de batterijcapaciteit mogelijk niet de nominale capaciteit, als de oppervlaktedichtheid van de coating te groot is, is het gemakkelijk om batchafval te veroorzaken en als de positieve elektrodecapaciteit buitensporig is in ernstige gevallen zullen lithiumdendrieten worden gevormd als gevolg van het neerslaan van lithium, waardoor de batterijscheider wordt doorboord en kortsluiting ontstaat, wat potentiële veiligheidsrisico's met zich meebrengt;
3) Coatinggrootte: de coatinggrootte is te klein of te groot, waardoor de positieve elektrode in de batterij niet volledig door de negatieve elektrode wordt omhuld. Tijdens het laadproces worden lithiumionen ingebed vanuit de positieve elektrode en verplaatsen zich naar de elektrolyt die niet volledig is omwikkeld door de negatieve elektrode, kan de werkelijke capaciteit van de positieve elektrode niet efficiënt worden afgespeeld, en in ernstige gevallen zullen lithiumdendrieten in de batterij worden gevormd, waardoor de separator gemakkelijk kan worden doorboord en het interne circuit kan worden beschadigd. de batterij;
4) Coatingdikte: als de coatingdikte te dun of te dik is, heeft dit invloed op het daaropvolgende elektrodewalsproces en kan de prestatieconsistentie van het batterijelektrodestuk niet worden gegarandeerd.
Selectie van coatingapparatuur en coatingproces
Het coatingproces in brede zin omvat: afrollen → splitsen → spanningscontrole → lipjes trekken → coaten → drogen → geleiden → spanningscontrole → geleiden → wikkelen en andere processen. Het coatingproces is complex en er zijn veel factoren die het coatingeffect beïnvloeden, zoals: de productienauwkeurigheid van de coatingapparatuur, de soepelheid van de werking van de apparatuur, de controle van de dynamische spanning in het coatingproces, de grootte van de coating. Het luchtvolume tijdens het droogproces en de temperatuurcontrolecurve zullen het coatingeffect beïnvloeden, dus het is uiterst belangrijk om het juiste coatingproces te kiezen.
Over het algemeen moet bij de selectie van de coatingmethode rekening worden gehouden met de volgende aspecten, waaronder: het aantal te coaten lagen, de dikte van de natte coating, de reologische eigenschappen van de coatingoplossing, de vereiste coatingnauwkeurigheid, de coatingondersteuning of substraat, de coatingsnelheid, enz.
Naast bovengenoemde factoren is het ook noodzakelijk om de specifieke omstandigheden en kenmerken van de poolstukcoating te combineren. De kenmerken van de poolstukcoating van lithium-ionbatterijen zijn: (1) dubbelzijdige enkellaagse coating; (2) De natte coating van de slurry is dikker (100 ~ 300 μm); (3) De slurry is een niet-Newtoniaanse vloeistof met hoge viscositeit; (4) De nauwkeurigheid van de coating van het poolstuk is hoog, wat vergelijkbaar is met die van de filmcoating; (5) Het steunlichaam van de coating is aluminiumfolie en koperfolie met een dikte van 10 ~ 20 μm; (6) Vergeleken met de filmcoatingsnelheid is de elektrodecoatingsnelheid niet hoog. Samenvattend: algemene laboratoriumapparatuur maakt vaak gebruik van het schrapertype, lithium-ionbatterijen voor consumenten maken meestal gebruik van het type rollertransfer en vermogensbatterijen maken meestal gebruik van de spleet-extrusiemethode.
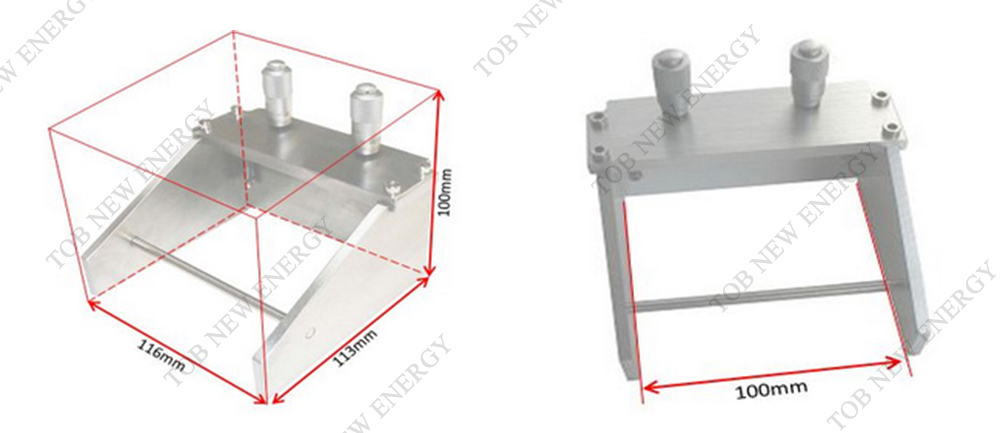
Schrapercoating: het foliesubstraat gaat door de coatingrol en staat in direct contact met de mestbak, de overtollige slurry wordt op het foliesubstraat gecoat, wanneer het substraat tussen de coatingrol en de schraper passeert, de opening tussen de schraper en de Het substraat bepaalt de laagdikte en tegelijkertijd wordt de overtollige slurry afgeschraapt en opnieuw uitgevloeid, waardoor een uniforme coating op het oppervlak van het substraat wordt gevormd. Het type schraper is hoofdzakelijk een kommaschraper. Een kommaschraper is een van de belangrijkste componenten in de coatingkop, meestal op het oppervlak van de ronde rol langs de stroomrail om een komma-achtige snijkant te vormen. Dit soort schraper heeft een hoge sterkte en hardheid, waardoor de hoeveelheid coating gemakkelijk te regelen is en coatingnauwkeurigheid, geschikt voor een hoog vastestofgehalte en hoge viscositeit van de slurry.
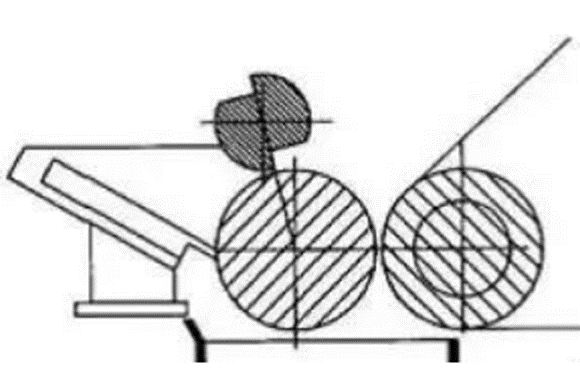
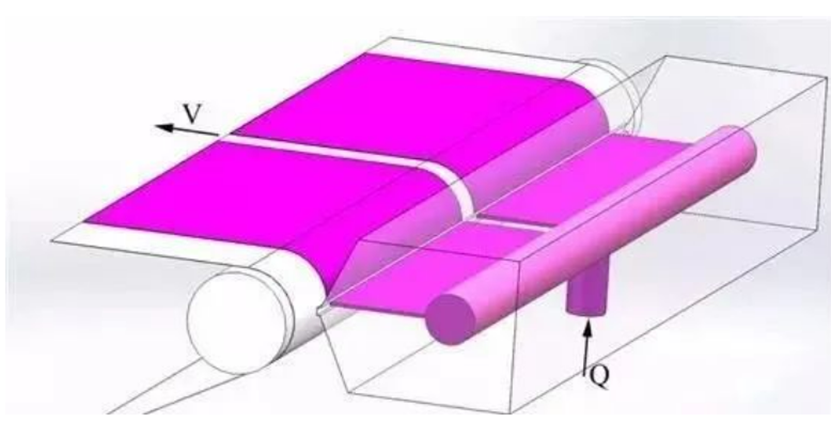
Overdrachtstype met rolcoating: de coatingrol roteert om de slurry aan te drijven, past de hoeveelheid slurryoverdracht aan via de komma-schraperopening en gebruikt de rotatie van de achterrol en de coatingrol om de slurry over te brengen naar het substraat. Roller-transfercoating bestaat uit twee basisprocessen:
(1) de coatingrol roteert om de slurry door de opening van de doseerrol te drijven om een slurrylaag van een bepaalde dikte te vormen;
(2) De slurrylaag met een bepaalde dikte wordt door de coatingrol en de achterrol in tegengestelde richtingen geroteerd en de slurry wordt overgebracht naar de folie om een coating te vormen.
Slit-extrusiecoating: Als een nauwkeurige natte coatingtechnologie is het werkingsprincipe dat de coatingvloeistof onder een bepaalde druk en stroomsnelheid langs de opening van de coatingmatrijs wordt geëxtrudeerd en gespoten en naar het substraat wordt overgebracht. Vergeleken met andere coatingmethoden heeft het veel voordelen, zoals een hoge coatingsnelheid, hoge precisie en uniforme natte dikte; Het coatingsysteem is gesloten, wat kan voorkomen dat verontreinigingen binnendringen tijdens het coatingproces, en de benuttingsgraad van de slurry is hoog, en de slurry-eigenschappen kunnen stabiel worden gehouden en tegelijkertijd kan meerlaagse coating worden uitgevoerd. Het kan zich ook aanpassen aan verschillende slurryviscositeit en vaste stofgehaltes, en heeft een sterker aanpassingsvermogen vergeleken met het transfercoatingproces.
Skype: amywangbest86
Whatsapp/Telefoonnummer: +86 181 2071 5609
Vorige :
Vakantieaankondiging Chinees Nieuwjaar 2024Volgende :
Tabbladen voor lithiumbatterijen
