- Huis
- >
aluminium shell cell assemblagemachine
- >
aluminium shell cell laser sluitmachine
- >
Laserlasmachine voor het afdichten van prismatische celdeksels en vulpoorten
Categorieën
Hete producten







Loading...






Laserlasmachine voor het afdichten van prismatische celdeksels en vulpoorten
Merk:
TOB NEW ENERGYItem nr.:
TOB-LW-SF3000bestelling (MOQ):
1Betaling:
L/C,T/Tproduct oorsprong:
Chinaverzendhaven:
XIAMEN
Laserlasmachine voor het afdichten van prismatische celdeksels en vulpoorten
SPECIFICATIES
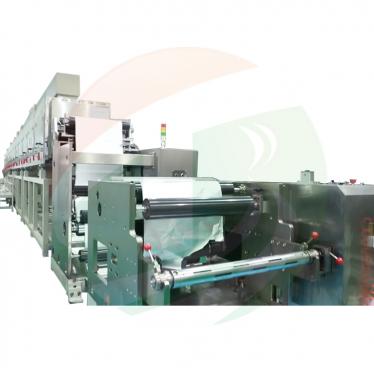
Deze TOB-LW-SF3000 laserlasmachine met prismatische celdeksel en vulopening is een essentieel onderdeel van de assemblage van prismatische lithium-ioncellen en zorgt voor de definitieve, permanente hermetische afsluiting van de celbehuizing (deksel op de behuizing) en de elektrolytvulopening. Het garandeert de structurele integriteit, veiligheid, prestaties en levensduur van de voltooide batterijcel.
Afdichting van het bovenste deksel:
Het nauwkeurig lassen van het celdeksel (deksel) op de prismatische aluminium behuizing van de celbehuizing. Dit creëert een hermetische, gasdichte en elektrisch geïsoleerde afsluiting, essentieel voor de integriteit, veiligheid en prestaties van de cel op lange termijn. Het voorkomt lekkage van elektrolyt en het binnendringen van vocht of verontreinigingen.
Handmatige kernbelading - klemming - laservoorlassen - volledig lassen - handmatig kernontladen
Vulpoortafdichting:
Het lassen van de vulopening van de elektrolyt nadat de elektrolytvulling is voltooid. Dit dicht de vulopening permanent af, waardoor de interne omgeving en druk in de cel behouden blijven.
Handmatige kernbelading - klemming van het werktuig - handmatige installatie van afdichtnagels - laserlassen - handmatige inspectie en ontlading.
Aanpassingsspecificaties: Prismatische batterij
|
Batterijmodel |
T(mm) |
Breedte (mm) |
Hoogte (mm) |
|
Blauwdruk |
20-25 |
100 |
120 |
|
Verenigbaar |
12-60 |
80-170 |
90-190 |
Technische vereisten voor het lassen van het bovendeksel:
|
Functies |
Technische vereisten |
|
Batterijpositionering |
Het positioneren van de batterij gebeurt door middel van klemming met een verrijdbare mal en verticaal lassen. |
|
Bij het lassen van de batterij wordt de bovenkant (bovenste dekseloppervlak) gebruikt. |
|
|
Herhaalbare positioneringstolerantie van het positioneringshulpstuk: ±0,02 mm (herhaal de Master-klemtest), de opening tussen Master en de klemplaat na het vastklemmen van het hulpstuk ≤ 0,04 mm. |
|
|
Bij positionering in verschillende assen is het noodzakelijk om te voorkomen dat er wrijving ontstaat tussen de klemmal en de batterij, waardoor er visuele defecten kunnen ontstaan. |
|
|
Positionerings- en klemcilinders moeten over een luchtdrukbewakings- en alarmfunctie beschikken, luchtdrukschommeling ≤ 0,05 MPa. |
|
|
Hoogteverschil tussen het bovenvlak van het armatuur en het bovenvlak van de afdekking: 1,5-2,0 mm. |
|
|
Er mag geen enkel metaalmateriaal worden gebruikt in het contactgebied met de elektrische kern. |
|
|
Lassen |
Coaxiaal blazend beschermgas (N2, zuiverheid ≥ 99,99%) ter voorkoming van lasoxidatie, instelbare stroomsnelheid (resolutie van 0,1 l/min), met stroombewaking en alarmfuncties |
|
Laserkop in hoogte verstelbaar, visualisatieresolutie van de hoogtewaarde van 0,05 mm (voor het bewaken van de hoogteafwijking) |
|
|
Onscherpe hoeveelheid automatische meting, abnormaal alarm, resolutie ≤ 0,05 mm |
|
|
Ringspotlaser, 2KW + 1KW, lijndiameter > 100μm/600μm, uitgerust met koeler, laserlaskop en transmissievezellaservermogensfluctuaties ≤ 3%, vermogenslineariteit ≥ 0,99 |
|
|
Laserkop X/Y/Z-richting herhaaluitlijningstolerantie ± 0,02 mm, laserkop lassnelheid ≥ 70 mm/s, laserkop lasbeweging jitteramplitude ≤ 0,05 mm, hoeklassnelheidsfluctuaties ≤ 10 mm/s, trajectafwijking: ± 0,05 mm |
|
|
Laserlashoek instelbaar, laserlassen kan worden gebruikt 5 ~ 13 ° laserafbuiging |
|
|
Effectieve lasdiepte 0,5-1,2 mm, smeltbreedte 0,8-1,4 mm; |
|
|
Voorlassen vóór volledig lassen (met compressiefunctie), 6-8 lasverbindingen |
|
|
Lasnaaddruk ≥ 1,1 MPa; herhaalbaarheidsvereisten voor laseruitlijning: ± 0,04 mm; lasproces en transportproces mogen het oppervlak van de aluminium behuizing en de kunststof onderdelen van de bovenste afdekpaalkolommen niet beschadigen |
|
|
Lasproducten voor de aluminium schaal, schaalwanddikte van 0,4-0,8 mm, lasuiterlijk en interne lasmarkeringen glad en helder, vloeiende overgang met het basismateriaal, geen lassen, geen lekkage van lassen, geen overlassen, geen insluitsels, geen luchtgaten, geen barstpunten |
|
|
Behandeling van lasspatten en lasdampen |
Zelfstandige stofverwijderingsfunctie |
|
Uitgerust met lasbeschermingsgasinrichting, stroom, hoek en afstand kunnen worden aangepast (stroom kan worden gevolgd) |
|
|
De doorsnede van de injectiekop steekt niet meer dan 5 mm uit vanaf de stofafzuigpoort |
|
|
Uitgerust met stofafzuigapparaat, het einde van de stofafzuigpoort windsnelheid ≥ 15 m / s; lasstation met lasslakbeschermingsmechanisme, geen lasslakresten op het oppervlak van de aluminium behuizing |
|
|
Installatie van regelkleppen in de stofafzuigleiding om het luchtvolume en de windsnelheid te regelen, waarbij gebruik wordt gemaakt van roestvrijstalen leidingen |
|
|
Stofabsorberende leidingen moeten worden uitgerust met een winddrukmeter die de winddruk in realtime kan bewaken. De winddrukmeter moet worden gekoppeld aan het besturingsprogramma van de apparatuur, zodat deze de functie heeft om te stoppen en te alarmeren wanneer de winddruk te hoog of te laag is. |
|
|
Verwijderen van de beschermhoes |
Beschermkap en bovenvlak sluiten nauw aan tijdens het lasproces |
|
Voorkom dat het kunststof gedeelte van de paal verbrandt tijdens het lassen. Voorkom dat het oppervlak van de batterij verontreinigd raakt door lasspatten. Zorg dat er geen zichtbare roetresten zijn. |
|
|
Productwisseling |
Het lassen van de bovenklep en het lassen van de afdichtnagels zijn in één machine geïntegreerd, de schakeltijd van de opspanningen voor verschillende modellen bedraagt ≤30 min, het is eenvoudig te demonteren en te installeren en het wisselen van producten heeft geen invloed op de positioneringsnauwkeurigheid van de opspanningen en de levensduur van de machine. |
Technische vereisten voor het lassen van vulpoorten:
|
Functies |
Technische vereisten |
|
Batterijpositionering |
Cilinder tot aan de referentieplaat, mechanische limiet, de bevestiging is een veermechanisme; |
|
De onderkant van de referentieplaat is bespoten met 0,1~0,3 mm Teflon om contactisolatie met de batterij te garanderen. |
|
|
Precisie van de bevestiging ≤ 0,1 mm |
|
|
Tolerantie van de uitlijning van de batterij na positionering: ±0,5 mm. |
|
|
De hoogterichting van het batterijdeksel als positioneringsreferentie |
|
|
Vulpoort lassen |
Met CCD-systeem om de positie van de afdichtingsnagel vast te leggen, nauwkeurigheid van het vastleg- en positioneringssysteem van ≤ ± 0,03 mm, automatische detectie van de focusresolutie: ≤ 0,02 mm |
|
Voorlassen: automatisch klemmen van de batterij in de laspositie-inrichting, en door het positioneren, voorlassen, voorlassen, voorlassen vier kwadrantpunten (die afhankelijk van het proces kunnen worden weggelaten) |
|
|
Na het voltooien van het voorlassen, volledig lassen |
|
|
Verstelbare laserlashoek, laserafbuiging van 5 tot 13° kan worden gebruikt tijdens laserlassen |
|
|
Lasproces met minder spatten, goed lasuiterlijk, lasdiepte van meer dan 0,5 mm, puntdiameter (smeltpoolbreedte) van meer dan 0,95 mm, lassnelheid: ≥ 6 mm / s |
|
|
Lasnaaddruk ≥ 1,1 MPa |
|
|
Motorpositionering, lasoffset ≤ 0,05 mm |
|
|
Glad uiterlijk van gelaste verbindingen, geen bramen, zwarte plekken, kraters, enz. De warmtebeïnvloede zone van het lassen is klein, de temperatuur op 2 mm van de las is lager dan 80℃. |
|
|
Lassen met beschermkap om de lasspatten van de batterij te beschermen; de lasstationbevestigingen zijn onafhankelijk ontworpen om de consistentie van elk hijsen te garanderen |
|
|
Realtime afzuiging van rook die ontstaat tijdens het lasproces, uitgerust met een stofafzuigingsmachine, gebruik van roestvrijstalen leidingen, het einde van de stofafzuigpoort windsnelheid ≥ 10 m / s |
|
|
Stabiliteit van de laserkopbeweging: snelheidsbereik van de beweging, amplitude van de laserkopjitter (X/Y/Z-as) ≤ 0,05 mm; herhaalbaarheid van de uitlijning van de laserkop (X/Y-as) ≤ 0,05 mm; realtime bewaking van de lasbrandpuntsafstand en compensatie van de gemeten waarde ten opzichte van de las-Z-as |
|
|
Het lassen van de bovenklep en het lassen van de afdichtnagels zijn geïntegreerd in één machine, de schakeltijd van de opspanningen voor verschillende soorten producten bedraagt ≤30 min, het is eenvoudig te demonteren en te installeren en het schakelen van producten heeft geen invloed op de positioneringsnauwkeurigheid van de opspanningen of de levensduur van de machine. |
Bovendeksel lasvulpoort lasfunctiemodule
Machinelichaam
① Functie: Het dragen van elke werkeenheid op deze apparatuur, enz.;
2 Belangrijkste onderdelen: vierkant frame, deksel, mens-machine-interface, enz.
Laser-voorlasmodule
① Functie: Positionering in de richting van de lengte, breedte en hoogte van de kern;
② Hoofdonderdelen: positioneringsvoorzieningen, enz.
Laser volledige lasbevestigingsmodule
① Functie: Positionering in de richting van de lengte, breedte en hoogte van de kern;
② Hoofdonderdelen: positioneringsvoorzieningen, enz.
Laserlasmodule
① Functie: laserfocussing, out-of-focus-meting, lassen en blazen van beschermend gas, het bewegingsmechanisme sleept de laserkop om het lasspoor te scannen en kan in realtime worden weergegeven via het trackscherm van het CCD-capturesysteem;
② Hoofdcomponenten: 2KW + 1KW laser en ondersteunende koeler, drie-assig bewegingsplatform, laserkop, enz.
Na het stofvrij maken moeten de bovenklep van de module voor het afzuigen van stof gelast worden en moeten de afdichtingsnagels gelast worden.
PRODUCTWEERGAVE

|

|

|

|

|

|
Ontdek meer Prismatische celassemblagemachine
E-mailadres: tob.amy@tobmachine.com
Skype : amywangbest86
Whatsapp/Telefoonnummer: +86 181 2071 5609
Vorige:
Vacuüm stalen kogelsluitmachine voor prismatische celbehuizingVolgende:
Laserlassysteem voor prismatische celafdichting
Als u geïnteresseerd bent in onze producten en meer details wilt weten, laat dan hier een bericht achter, wij zullen u zo snel mogelijk antwoorden.