- Huis
- >
Droge elektrodefilmoplossing
- >
Machine voor het vormen van droge elektrodefolie voor batterijonderzoek en -ontwikkeling
Categorieën
Hete producten







Loading...


Machine voor het vormen van droge elektrodefolie voor batterijonderzoek en -ontwikkeling
Merk:
TOB NEW ENERGYItem nr.:
TOB-HRPE200-3ALbestelling (MOQ):
1Betaling:
L/C,T/Tproduct oorsprong:
Chinaverzendhaven:
XIAMEN
Droge elektrode-filmvormingsmachine voor batterij-R&D | TOB-HRPE200-3AL
Productoverzicht en ideale toepassingen
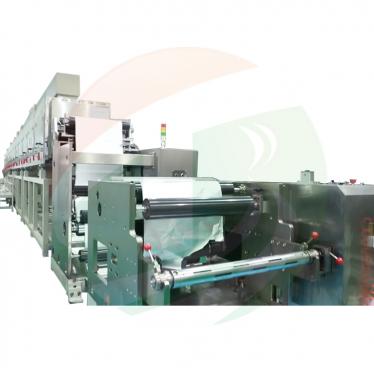
Een machine voor het vormen van droge elektrodefilms—vaak een verwarmde walsper of kalander genoemd—zet een vrij stromend poedermengsel van actief materiaal, geleidend koolstof en fibrilleerbaar bindmiddel (doorgaans PTFE) rechtstreeks om in een zelfdragende elektrodefilm zonder gebruik van oplosmiddelen, slurrymenging of langdurige droogstappen. De TOB-HRPE200-3AL is een machine van laboratoriumbank- tot pilotschaal die speciaal is ontwikkeld voor deze oplosmiddelvrije productieroute voor elektroden. De machine past gecontroleerde temperatuur en nauwkeurig instelbare walsdruk toe om het poeder te verdichten en te fibrilleren tot een doorlopende film die rechtstreeks op een stroomcollector kan worden gelamineerd, waardoor de productieketen voor elektroden aanzienlijk wordt vereenvoudigd.
De machine gebruikt twee precisiegeslepen stalen walsen (Ø96 mm) met een oppervlaktehardheid van HRC62, bereikt door hardverchromen. De chroomlaag biedt niet alleen weerstand tegen abrasieve slijtage door het elektrodepoeder, maar voorkomt ook roest tijdens opslag onder omgevingsomstandigheden, een praktisch aandachtspunt in drukke laboratoria. De walsen worden intern verwarmd van kamertemperatuur tot 130 °C, waarbij elke wals onafhankelijk wordt geregeld en digitaal weergegeven. Temperatuuruniformiteit is essentieel omdat het PTFE-bindmiddel tot zijn fibrillatietemperatuur moet worden gebracht—doorgaans tussen 60 °C en 120 °C—zonder te ver door te schieten tot een punt waarop het actieve materiaal wordt aangetast. De cilindriciteit van de walsen van ≤ ±2 µm zorgt ervoor dat de walsopening, en daarmee de filmdikte, consistent is over de volledige werkbreedte van 200 mm.
Ideaal voor:
- Batterij-R&D-groepen en pilotlijnen die oplosmiddelvrije (droge) productieprocessen voor elektroden ontwikkelen voor lithium-ion-, natrium-ion- en vastestofbatterijen.
- Onderzoekers die het fibrillatiegedrag van PTFE of andere fibrilleerbare bindmiddelen onderzoeken met NMC, LFP, grafiet, hardkoolstof of op silicium gebaseerde actieve materialen.
- Fabrikanten die droge-elektrodetechnologie evalueren als middel om giftig NMP-oplosmiddel te elimineren, energie-intensief drogen te verminderen en de fabrieksvoetafdruk te verkleinen.
- Materiaalkundigen die een compacte, geïnstrumenteerde walsper nodig hebben om uniforme films met gecontroleerde dikte te produceren voor knoopcel-, enkellaagse pouchcel- of kleine cilindrische celtests.
- Elk laboratorium dat droge-elektrodeverwerking met een handmatige hydraulische pers heeft geprobeerd en het proces inconsistent, slecht beheersbaar en ongeschikt voor opschaling heeft gevonden.
Waar deze machine past in de productie van droge elektroden
Traditionele lithium-ionbatterijelektroden worden gemaakt via natte verwerking: het actieve poeder, koolstof en bindmiddel worden gemengd tot een slurry met NMP (voor kathoden) of water (voor anoden), gecoat op een metaalfolie en vervolgens door lange droogovens geleid om het oplosmiddel te verwijderen vóór het kalanderen. Deze route verbruikt aanzienlijk veel energie, vereist systemen voor oplosmiddelterugwinning en beperkt het gebruik van bepaalde materialen (bijv. metallisch lithium of natrium) die met water reageren.
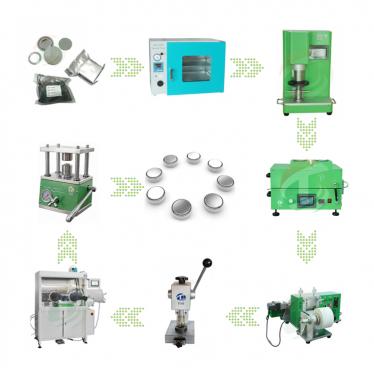
Droge-elektrodeverwerking elimineert het oplosmiddel volledig. De werkstroom verloopt doorgaans als volgt:
- Droog mengen:Actief materiaal, geleidend koolstof en PTFE-poeder worden intensief gemengd in een droge hogesnelheidsmenger. De PTFE-deeltjes worden tijdens het mengen uitgerekt tot fijne fibrillen, waardoor een netwerk ontstaat dat het poeder bij elkaar houdt.
- Filmvorming (de rol van de TOB-HRPE200-3AL):Het vrij stromende poeder wordt tussen het paar verwarmde, tegengesteld draaiende walsen van de TOB-HRPE200-3AL gevoerd. De combinatie van warmte, druk en afschuiving fibrilleert het PTFE verder en verdicht het poeder tot een doorlopende, zelfdragende film met gecontroleerde dikte. De walsen draaien met onafhankelijk instelbare snelheden (0–1 omw/s), waardoor een afschuifcomponent ontstaat die de verdichting verbetert.
- Lamineren:De gevormde droge film wordt vervolgens rechtstreeks op een stroomcollector (aluminium- of koperfolie) gelamineerd in een tweede kalanderstap—of in dezelfde machine door de folie samen met het poeder aan te voeren. Dit produceert een afgewerkt elektrodeblad.
- Snijden / knippen:Het geïntegreerde snijmes trimt de randen van de film tot de gewenste breedte, en het wikkelmechanisme verzamelt de afgewerkte film of elektrode op een 3-inch luchtschacht voor verdere verwerking.
De TOB-HRPE200-3AL voert stap 2 en gedeeltelijk stap 3 uit (als de stroomcollector samen met het poeder wordt aangevoerd) en stap 4, in een continue bewerking. Omdat er geen oplosmiddel is, zijn er geen droogoven, geen oplosmiddelterugwinning en geen defecten door bindmiddelverplaatsing die optreden tijdens langzaam drogen van natte films. De uniformiteit van de filmdikte wordt rechtstreeks bepaald door de precisie van de walsopening, die in deze machine digitaal wordt geregeld en weergegeven door een elektronische meetklok.
Hoe de verwarmde walsper en het filmvormingsproces werken
De TOB-HRPE200-3AL is opgebouwd rond een paar precisiegeslepen stalen walsen van Ø96 mm die op uiterst nauwkeurige lagers (IFU, Zweden) zijn gemonteerd. Elke wals wordt intern verwarmd met een elektrisch patroonverwarmingssysteem, waarbij de temperatuur onafhankelijk wordt ingesteld via digitale temperatuurregelaars van Autonics. Het walsoppervlak is voorzien van hardchroom met een hardheid van HRC62, wat een glad, slijtvast oppervlak biedt dat poederhechting minimaliseert en corrosie tegengaat.
Aandrijving en regeling van de snelheidsverhouding
Twee servomotoren (Inovance) drijven de walsen onafhankelijk aan. Dit is een belangrijk ontwerpelement: in tegenstelling tot een eenvoudige tandwielkalander kan de TOB-HRPE200-3AL de walsen met verschillende snelheden laten werken, waardoor een gecontroleerd afschuifveld in de walsopening ontstaat. Voor droge elektrodepoeders geeft een klein snelheidsverschil (bijv. 5–15%) extra afschuiving die PTFE-fibrillatie bevordert en een dichtere, beter samenhangende film produceert. De snelheid van elke wals is instelbaar van 0 tot 1 omwenteling per seconde via de PLC en wordt weergegeven op het Weintek-aanraakscherm. De draairichting kan ook onafhankelijk worden ingesteld.
Aanpassing van de walsopening en regeling van de dikte
De opening tussen de twee walsen—en daarmee de filmdikte—wordt aangepast van 0 tot 2 mm met behulp van een automatische openingsinstelling aangedreven door een stappenmotor (Leadshine-stappenmotor). Het mechanisme heeft uitstekende zelfvergrendelende eigenschappen, waardoor de opening tijdens het walsen niet verschuift, zelfs onder de aanzienlijke scheidingskracht die door het verdichtende poeder wordt gegenereerd. De werkelijke opening wordt weergegeven op een elektronische digitale meetklok, waardoor feedback op micrometerniveau aan de operator wordt geleverd. De cilindriciteit van de walsen van ≤ ±2 µm zorgt ervoor dat de gemeten opening in het midden van de walsen representatief is voor de opening over de volledige werkbreedte van 200 mm, een uitzonderlijk strakke specificatie voor een machine op laboratoriumschaal die rechtstreeks resulteert in uitstekende uniformiteit van de filmdikte.
Wikkelen, afwikkelen en snijden
De machine is uitgerust met een correctiemechanisme voor wikkelen en afwikkelen dat de juiste baanuitlijning handhaaft. Als een stroomcollectorfolie of een voorgevormde film in de walsopening wordt gevoerd, zorgt het afwikkelapparaat met transportbandondersteunde invoer voor kreukvrije invoer. Nadat de film de walsopening heeft verlaten, trimt een geïntegreerd snijmes de randen tot de gewenste breedte en wordt de afgewerkte film op een 3-inch luchtschacht gewikkeld (max. roldiameter 200 mm). Hierdoor is een werkelijk continue werking mogelijk: poeder erin, getrimde elektrodefilm eruit.
PLC- en besturingsarchitectuur
De volledige machine wordt bestuurd door een PLC (Inovance of Panasonic) via een Weintek touchscreen-HMI. De operator stelt de roltemperaturen, rolsnelheden (en snelheidsverhouding), spleet en wikkelspanning in op één scherm. De PLC coördineert de servoaandrijvingen, de stappenmotor voor de spleet en de wikkel-/afwikkelmotoren, en bewaakt de temperatuurregelaars, halfgeleiderrelais (Yangming) en circuitbeveiligingsapparaten (Chint). Izumi-relais zorgen voor signaalniveau-isolatie voor de regelcircuits.
Belangrijkste technische voordelen voor droge-elektrodeverwerking
- Onafhankelijke rolverwarming en nauwkeurige temperatuurregeling (kamertemperatuur tot 130 °C)— PTFE-fibrillatie is sterk temperatuurafhankelijk. Als de roltemperatuur te laag is, worden de PTFE-deeltjes onvoldoende zacht en heeft de folie onvoldoende mechanische sterkte. Als de temperatuur te hoog is, kan het actieve materiaal beginnen te ontbinden of kan de PTFE overmatig fibrilleren en porositeit verliezen. De TOB-HRPE200-3AL’s digitale temperatuurregeling met dubbele zone (Autonics, Korea) stelt de operator in staat elke rol op een nauwkeurig, onafhankelijk ingestelde temperatuur te houden, zodat het materiaal exact het vereiste thermische profiel ondergaat.
- Asynchrone rolrotatie met instelbare snelheidsverhouding voor verbeterde verdichting —De onafhankelijke servoaandrijving van elke rol maakt een snelheidsverschil mogelijk (bijv. 0,9 omw/s op de bovenste rol en 1,0 omw/s op de onderste). Dit introduceert een afschuifcomponent die de PTFE-fibrillen fysiek uitrekt en ze in de walsrichting oriënteert. Het resultaat is een folie met hogere treksterkte en betere verwerkingseigenschappen vergeleken met een folie die tussen rollen met identieke snelheden wordt geperst. Het snelheidsbereik van 0–1 omw/s omvat zowel een zachte eerste verdichting als een afwerking met hoge afschuiving.
- HRC62 hardverchroomd roloppervlak met ≤ ±2 µm cilindriciteit—De hardverchroming verlengt niet alleen de levensduur van de rollen, maar biedt ook een glad oppervlak met lage wrijving dat het vastkleven van poeder vermindert. De gespecificeerde oppervlakteruwheid van Ra 0,8 µm voor droge materialen (en optioneel Ra 0,4 µm voor natte materialen) is gekozen om de juiste balans te bereiken tussen folie-loslating en de wrijving die nodig is om het poeder in de walsopening te trekken. De extreem strakke cilindriciteit zorgt ervoor dat variatie in foliedikte wordt bepaald door de eigenschappen van de poedertoevoer, niet door de machine.
- Automatische spleetinstelling met stappenmotor, elektronische digitale weergave en zelfvergrendeling—De spleet wordt niet ingesteld met handmatige voelermaatjes of een eenvoudige mechanische schroef. De stappenmotor (Leadshine) positioneert de rollen met resolutie op micrometerniveau en de positie wordt digitaal weergegeven. Het zelfvergrendelende ontwerp betekent dat de ingestelde spleet behouden blijft, zelfs onder de scheidingskracht van elektrodefolies met hoge dichtheid. Deze herhaalbaarheid is essentieel voor het produceren van meerdere batches elektrodefolie met dezelfde dikte en porositeit, en maakt het mogelijk dat één operator binnen enkele seconden tussen foliediktes kan wisselen.
- Geïntegreerd snijden en wikkelen voor continue werking—Veel laboratoriumkalenders produceren een vel dat daarna handmatig moet worden gesneden en verzameld. De TOB-HRPE200-3AL bevat een snijmes dat de randen van de folie direct na het kalanderen bijsnijdt, en een wikkelmechanisme dat het eindproduct op een kern van 3 inch spoelt. Het correctiemechanisme voor het wikkelen en de aanvullende transportbandtoevoer zorgen ervoor dat de folie tijdens het opspoelen gecentreerd en kreukvrij blijft. De machine maakt daardoor een echt roll-to-roll-droge-elektrodeproces op laboratoriumbankschaal mogelijk.
- Compact ontwerp met PLC-besturing en industriële componenten—Ondanks de uitgebreide functionaliteit—verwarming, servoaandrijving, spleetregeling, snijden en wikkelen—neemt de machine slechts L1100 × B770 × H1300 mm in beslag. Het gebruik van merkcomponenten (Inovance/Panasonic PLC, Weintek HMI, IFU-lagers, Chint-elektronica, Autonics-regelaars) garandeert betrouwbaarheid en langdurige beschikbaarheid van onderdelen. Het gewicht van 350 kg biedt voldoende stabiliteit voor precisiewerk en blijft tegelijkertijd binnen het bereik dat met een palletwagen kan worden verplaatst.

Volledige technische specificaties
De volgende specificaties zijn exact zoals verstrekt door de fabrikant en worden voor elke machine gecontroleerd. Er zijn geen waarden aangepast.
|
Parameter |
Specificatie |
|
Roldiameter |
2 × Ø96 mm |
|
Rolhardheid |
HRC62 |
|
Rolgladheid |
Droog materiaal: Ra 0,8 µm; nat materiaal: Ra 0,4 µm |
|
Walsdikte |
Instelbaar 0–2 mm; dikte, snelheid en instelparameters digitaal weergegeven |
|
Persbreedte |
0–200 mm (aanbevolen gebruik binnen 190 mm) |
|
Diameter wikkel-/afwikkelrol |
Max. 200 mm |
|
Walstemperatuur |
Kamertemperatuur tot 130 °C, digitale weergave, afzonderlijke regeling per rol |
|
Specificaties luchtas |
3 inch |
|
Spanning en frequentie |
AC 220 V / 50 Hz |
|
Vermogen |
5 kW |
|
Afmetingen |
L1100 × B770 × H1300 mm |
|
Gewicht van de apparatuur |
350 kg |
|
Cilindriciteit van de rol |
≤ ±2 µm |
|
Besturing |
Servomotor, nauwkeurige besturing; asynchrone rotatie, instelbare snelheid 0–1 omw/s |
|
Opwikkel- en afwikkelapparaat |
Uitgerust met correctiemechanisme voor opwikkelen/afwikkelen; transportband voor aanvullende toevoer |
Belangrijkste configuratiemmerken:
|
Component |
Merk |
|
PLC |
Inovance / Panasonic |
|
Touchscreen |
Weintek |
|
Servomotor |
Inovance |
|
Stappenmotor |
Leadshine |
|
Lagers |
IFU (Zweden) |
|
Elektrische apparatuur |
Chint |
|
Halfgeleiderapparaat |
Yangming |
|
Relais |
Izumi |
|
Temperatuurregelaar |
Autonics (Korea) |

Richtlijnen voor operationeel onderhoud en veiligheid
De volgende onderhoudsprocedures en veiligheidsmaatregelen worden door de fabrikant aanbevolen om een lange levensduur en de veiligheid van de operator te waarborgen.
Onderhoudsmethoden
- Veeg vóór elk gebruik de oppervlakken van beide rollen zorgvuldig af met een zachte doek gedrenkt in alcohol om de reinheid te behouden en kruisbesmetting tussen poederbatches te voorkomen.
- Smeer de bewegende delen van het tandwielmechanisme met olie om een soepele beweging te behouden en slijtage te voorkomen.
- Schakel het blazen van de luchtpomp in de buurt van de machine uit om te voorkomen dat stof de lagers binnendringt en de precisie beïnvloedt.
- Als de machine gedurende langere tijd niet wordt gebruikt, veeg de roloppervlakken schoon en spuit ze in met roestwerende olie om ze tegen corrosie te beschermen.
- Inspecteer regelmatig alle schroeven, moeren, pennen en andere bevestigingsmiddelen om losraken te voorkomen, wat kan leiden tot kwaliteitsgebreken of persoonlijk letsel.
- Bij het aanpassen van de walsopening moeten beide zijden gelijkmatig worden afgesteld om beschadiging van andere onderdelen te voorkomen. Na de afstelling kan de meetklok worden verwijderd om onbedoelde schade tijdens de productie te voorkomen.
Veiligheidsmaatregelen
- Tijdens het gebruik is het ten strengste verboden om handen of andere lichaamsdelen in de gevaarlijke zones van de walsmachine en tandwieloverbrenging te steken. Het is niet toegestaan dat twee of meer personen de machine tegelijkertijd bedienen om onbedoeld letsel te voorkomen. Onderdelen van de tandwieloverbrenging zijn voorzien van beschermkappen en gevarentekens.
- Bij het afvegen van de rollen moet u achter het bedieningsoppervlak staan om te voorkomen dat kleding en handen worden gegrepen, wat persoonlijk letsel of schade aan de machine kan veroorzaken.
- Het is ten strengste verboden handschoenen te dragen tijdens het afvegen van draaiende machines.
- Bedieners moeten nauwsluitende kleding dragen; personen met lang haar moeten werkpetten dragen.
- Onbevoegd personeel mag de apparatuur niet demonteren of afstellen.
- Demonteer geen circuitcomponenten zonder toestemming.
- De roestvrijstalen afdekking kan tijdens het gebruik hoge temperaturen bereiken: raak deze niet rechtstreeks met blote handen aan.
Vergelijking: TOB-HRPE200-3AL versus handmatige hydraulische pers voor het vormen van droge elektrodefolie
|
Kenmerk |
TOB-HRPE200-3AL |
Handmatige hydraulische pers (typische laboratoriumopstelling) |
|
Aandrijving |
Dubbele servomotor, instelbare snelheidsverhouding |
Handmatige hydraulische pomp, vaste snelheid |
|
Rolverwarming |
Onafhankelijke temperatuurregeling tot 130 °C, digitaal display |
Geen verwarming, of externe verwarmingsplaat |
|
Openingsregeling |
Stappenmotor met digitaal display, zelfvergrendelend |
Handmatige vulplaatjes of voelermaat |
|
Folie-uniformiteit |
Rollercilindriciteit ≤ ±2 µm, continue werking |
Afhankelijk van parallelliteit van de persplaten; variatie tussen batches |
|
Continue folieproductie |
Ja, met geïntegreerd snijden en opwikkelen |
Nee, alleen afzonderlijk persen van platen |
|
Afschuifcomponent |
Instelbare snelheidsverhouding tussen rollen |
Geen |
|
Doorvoersnelheid |
Continu, meters per minuut |
Afzonderlijk, minuten per vel |
|
Vereiste vaardigheid van de bediener |
Laag, parameters worden ingesteld via HMI |
Hoog, handmatig gevoel en ervaring vereist |
|
Schaalbaarheid |
Direct overdraagbaar naar proefproductie |
Beperkt, niet schaalbaar |
Waarom onderzoekers van droge elektroden investeren in een speciale walsperspers:
Handmatig droog elektrodepoeder persen met een hydraulische pers is in wezen een proces van vallen en opstaan. De dikte is inconsistent, de temperatuur is ongecontroleerd en elk vel duurt enkele minuten om te produceren. Wanneer u voldoende elektrodemateriaal moet maken voor een statistisch betekenisvolle set knoopcellen — of wilt aantonen dat uw droge-elektrodeproces schaalbaar is — wordt een continue verwarmde walsperser onmisbaar. De TOB-HRPE200-3AL vormt de ontbrekende schakel tussen een succesvolle poederformulering op bekerschaal en een geloofwaardige demonstratie van elektrodeproductie op pilotschaal.
Technische FAQ — Vormen van droge elektrodefilms
V1: Welke bindmiddelsystemen zijn compatibel met deze machine, en is deze beperkt tot PTFE?
De machine is ontworpen voor niet-ijzerhoudende materialen. Hoewel PTFE het meest gebruikte fibrilleerbare bindmiddel is bij de verwerking van droge elektroden, kan de TOB-HRPE200-3AL ook poeders verwerken die andere thermoplastische bindmiddelen bevatten (bijv. PVDF, PEO), mits deze zacht worden binnen de temperatuurlimiet van 130 °C. De belangrijkste vereiste is dat het poedermengsel voldoende vrij stromend moet zijn om in de walsopening te worden gevoerd. De instelbare snelheidsverhouding en spleet maken optimalisatie voor verschillende bindmiddelsystemen mogelijk.
V2: Hoe bepaal ik de juiste walstemperatuur en snelheidsverhouding voor mijn specifieke combinatie van kathodepoeder en bindmiddel?
Begin met een kleine batch op een handmatige pers om de verwekingstemperatuur van uw bindmiddel te bepalen (doorgaans 70–100 °C voor PTFE). Stel beide walsen aanvankelijk in op dezelfde snelheid (0,5 omw/s) bij die temperatuur en voer een kleine hoeveelheid poeder door. Controleer de film op mechanische integriteit. Als de film zwak of schilferig is, verhoog de temperatuur in stappen van 5 °C. Om afschuiving te introduceren, stelt u de langzamere wals in op 0,85 omw/s en de snellere op 1,0 omw/s. De elektronische meetklok toont de werkelijke spleet; begin bij 0,5 mm en verklein deze geleidelijk totdat u de gewenste filmdikte bereikt. Als de film scheurt, vergroot u de spleet iets of verlaagt u het snelheidsverschil.
V3: Kan de machine worden gebruikt om de droge elektrodefilm rechtstreeks op een koperen of aluminiumfolie stroomcollector te lamineren?
Ja. De folie kan vanuit het afwikkelmechanisme samen met het poeder worden aangevoerd, zodat verdichting en laminering gelijktijdig in de walsopening plaatsvinden. Als alternatief kan voorgevormde film worden afgewikkeld en in een tweede doorgang worden gelamineerd. De walstemperatuur moet worden afgestemd op de lamineringseisen (doorgaans iets lager dan de fibrillatietemperatuur om overmatige fibrillatie van de reeds gevormde film te voorkomen). Het correctiemechanisme voor het opwikkelen helpt de uitlijning van de folie tijdens dit proces te behouden.
V4: Wat is de typische doorvoersnelheid in meter per minuut voor een droge kathodefilm?
De doorvoersnelheid hangt af van de walsnelheid (max. 1 omw/s) en de filmdikte. Bij de maximale snelheid bedraagt de lineaire snelheid ongeveer π × 0,096 m × 1 s⁻¹ ≈ 0,3 m/s ≈ 18 m/min. Voor de verwerking van droge elektroden zijn snelheden van 2–5 m/min echter gebruikelijker tijdens de eerste ontwikkelingsfase, omdat lagere snelheden meer verblijftijd in de walsopening bieden en betere PTFE-fibrillatie mogelijk maken. De doorvoer neemt toe door optimalisatie en naarmate de toevoereigenschappen van het poeder worden verfijnd.
V5: Hoe wordt kruisbesmetting tussen verschillende batches actief materiaal beheerd?
De walsen zijn toegankelijk en kunnen tussen batches met alcohol worden afgeveegd, zoals beschreven in de onderhoudsprocedures. Het harde chroomoppervlak laat de meeste elektrodepoeders schoon los. Bij het overschakelen van een kathodepoeder naar een anodepoeder wordt aanbevolen om een kleine hoeveelheid inert poeder (bijv. zuiver carbon black of aluminiumoxide) door de walsen te voeren als een “reinigingsbatch” vóór het volgende actieve materiaal. De transportband en het opwikkelmechanisme moeten ook worden gestofzuigd of afgeveegd.
Klaar om uw droge-elektrodeformulering over te zetten van handmatig persen van vellen naar een continu, gecontroleerd walspersproces? Vraag een offerte aan voor de TOB-HRPE200-3AL. Vermeld uw gewenste filmdikte, breedte en bindmiddeltype, en onze ingenieurs kunnen een aanbevolen startrecept voor temperatuur- en snelheidsinstellingen leveren.
tob.amy@tobmachine.com | +86 181 2071 5609
Mogelijk heeft u ook nodig
Als u geïnteresseerd bent in onze producten en meer details wilt weten, laat dan hier een bericht achter, wij zullen u zo snel mogelijk antwoorden.