- Huis
- >
elektrode voorbereiding
- >
batterij tab lasser
- >
20 kHz ultrasone metaallasmachine voor het lassen van batterij-elektroden en meerlaagse lipjes.
Categorieën
Hete producten







Loading...



20 kHz ultrasone metaallasmachine voor het lassen van batterij-elektroden en meerlaagse lipjes.
Merk:
TOB NEW ENERGYItem nr.:
TOB-20K-1500Wbestelling (MOQ):
1setBetaling:
L/C,T/Tproduct oorsprong:
Chinaverzendhaven:
XIAMEN
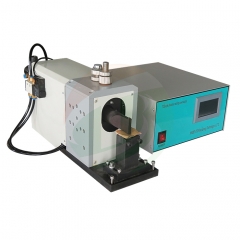
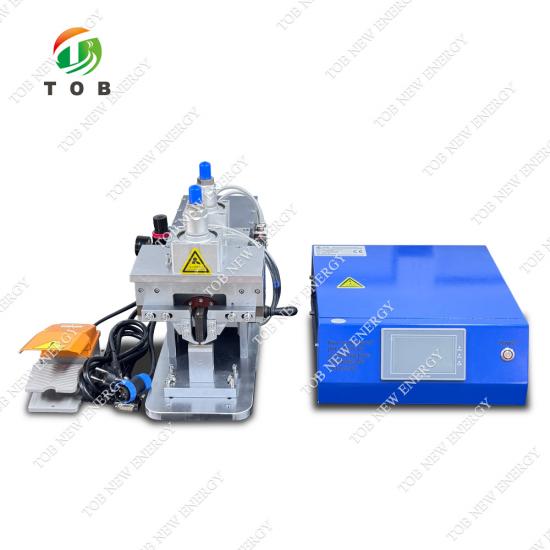
TOB-20K-1500W 20kHz ultrasone metaallasmachine voor het lassen van batterij-elektroden en meerlaagse strips.
Productoverzicht en ideale toepassingen
Een ultrasoon metaallasapparaat gebruikt hoogfrequente trillingsenergie om dunne metalen werkstukken te verbinden zonder het basismateriaal te smelten. De TOB-20K-1500W genereert mechanische trillingen van 20 kHz via een piëzo-elektrische transducer, versterkt de verplaatsing met een booster en hoorn, en levert de energie aan het lasoppervlak onder gecontroleerde pneumatische druk. De hoogfrequente schurende werking op de contactoppervlakken breekt oxidelagen af en creëert een vaste verbinding. In tegenstelling tot weerstands- of laserlassen produceert ultrasoon lassen geen spatten, geen massasmelting en geen warmtebeïnvloede zone – cruciale voordelen bij het lassen van ultradunne batterijfolies die bij andere methoden zouden perforeren.
Het systeem is gebouwd rond een volledig digitale ultrasone generator uit Duitsland, die zorgt voor intelligente frequentievolging, een constante amplitude-output die netspanningsschommelingen compenseert, en selecteerbare lasmodi, waaronder energiemodus, tijdmodus en intelligente tijdmodus. De laskop is gemaakt van geïmporteerd snelstaal (Yishengbai, Bohler-Uddeholm kwaliteit) met twee onafhankelijke bruikbare vlakken, elk voorzien van een microtextuur die is ontworpen om aluminium- en koperfolies van slechts 0,012 mm dik te hechten en te verbinden zonder te scheuren. Een high-definition touchscreen-interface slaat meer dan 100 lasrecords op, ondersteunt aangepaste cloudservices voor OEE-tracking en diagnose op afstand, en biedt realtime alarmbeveiliging voor overspanning, overstroom, oververhitting en lasoverbelasting.
Ideaal voor:
- Op productielijnen voor lithium-ionbatterijen worden aluminium kathode-lipjes (0,012 mm folie tot 0,2–0,5 mm lipje) en koperen anode-lipjes (0,008–0,012 mm folie tot 0,2–0,4 mm vernikkeld koperen lipje) gelast.
- Assemblage van pouchcellen: meerlaags lamineerlassen (10-45 lagen), vlinderlassen en aluminium-nikkel overgangsverbindingen.
- Fabricage van cilindrische cellen: enkelpuntslassen van de dop aan de aluminiumstrip, lassen van de onderste aluminium behuizing aan de aluminium-nikkel composiettape.
- Toepassingen zoals kabelbomen voor auto's, interconnecties van zonnepanelen, afdichting van koperen buizen en het lassen van glazen zonnecellen vereisen een schone, oxidebrekende vaste-stofverbinding.
- Elke productieomgeving die het verbruiksintensieve weerstandslassen of het langzame laserpuntlassen vervangt door een snel, herhaalbaar en documenteerbaar ultrasoon proces.

Waar ultrasoon lassen een rol speelt bij de assemblage van batterijcellen.
Ultrasoon lassen vindt plaats tijdens de celassemblagefase van de productie van lithium-ionbatterijen, na het coaten en snijden of ponsen van de elektroden, en vóór het vullen met elektrolyt. Bij een cilindrische cel (bijvoorbeeld 18650 of 21700) wordt het aluminium kathodelipje aan de ongecoate folierand of aan een stroomcollectorstrip gelast, en het vernikkelde koperen anodelipje wordt op dezelfde manier gelast. De celkap wordt vervolgens met een enkele ultrasone puls aan de aluminiumstrip bevestigd. Bij pouchcellen worden meerdere lagen kathode- of anodefolie samengebracht in een stapel en aan een enkel dikker lipje gelast in een meerlaagse lamineringslas – meestal 10 tot 45 lagen, afhankelijk van de celcapaciteit en de specifieke laslengte.
De lasverbinding moet tegelijkertijd aan drie strenge eisen voldoen: een hechtsterkte die die van het basismateriaal benadert, geen doorbranden of dunner worden van de folie waardoor een punt met hoge weerstand of een mechanisch zwakke plek ontstaat, en een lastijd van minder dan één seconde om het productietempo te evenaren. De TOB-20K-1500W bereikt dit met nauwkeurig gedoseerde ultrasone energie die de hardnekkige oxidefilms op aluminium- en koperoppervlakken breekt, terwijl de temperatuur van het basismateriaal ver onder het smeltpunt blijft.
Best practices voor processen uit echte productieomgevingen:
- Oppervlaktevoorbereiding: Aluminiumfolie oxideert binnen enkele minuten bij blootstelling aan lucht. Veeg de folieoppervlakken direct voor het plaatsen in de lasmal af met watervrije isopropylalcohol. Gebruik geen schurende schuursponsjes; deze verwijderen materiaal en creëren deeltjes die zich in de lasnaad kunnen nestelen.
- Uitlijning van hoorn en aambeeld: Het bovenste hoornpatroon (rechte lijn of kruisarcering, "rijstpatroon") moet volledig contact maken met de stapel lipjes, en het onderste aambeeldpatroon (gaas of raster) moet de onderste folie ondersteunen zonder te kantelen. Zelfs een hoekafwijking van 0,05 mm kan een gedeeltelijke hechting veroorzaken die visueel gezien de inspectie doorstaat, maar faalt tijdens de celvormingscyclus.
- Interval voor het reinigen van het hoornoppervlak: Na ongeveer 500-1000 lasnaden op aluminium kan er metaalresten aan het hoornoppervlak hechten. Reinig met een zachte messing borstel of een speciaal reinigingshulpstuk. Gebruik nooit stalen gereedschap; krassen veroorzaken spanningsconcentraties en leiden tot vroegtijdige scheurvorming in de hoorn.
- Drukoptimalisatie: De pneumatische cilinder (AIRTAC SDA63×20, boring 63 mm, slag 20 mm) levert een werkdruk tot 6 kg/cm². Voor aluminiumfolie van 0,012 mm dikte is een begindruk van 2–3 kg/cm² aan te raden. Voor meerlaagse pouch-stapels (20+ lagen) is 4–5 kg/cm² gebruikelijk. Overmatige druk vlakt de microstructuur van de folie af en vermindert paradoxaal genoeg de hechtsterkte; onvoldoende druk kan leiden tot verschuiving en vreten aan het oppervlak. De optimale druk is bereikt wanneer de rand van het lasgedeelte 1–5 mm onder het oorspronkelijke vlak is ingedrukt.


Ultrasoon lassen van koperdraad en nikkelstrips
Hoe het TOB-20K-1500W ultrasoon lassysteem werkt
Energieomzetting en -overdracht: Het systeem begint met de ultrasone generator, een digitale unit van 1500 W, opgebouwd met IGBT-vermogensmodules en een apart bekrachtigde oscillatiekring. Deze zet 50/60 Hz wisselstroom uit het lichtnet om in een nauwkeurig geregeld elektrisch signaal van 20 kHz. Dit signaal stuurt een piëzo-elektrische transducer (German Tech wafer, model X20) aan, die zich in de laskop bevindt en de elektrische oscillaties omzet in mechanische trillingen met dezelfde frequentie.
De mechanische trilling gaat door een booster (hoorn met variabele amplitude, model Y20) die de verplaatsing versterkt tot een bruikbare amplitude van 20-40 µm gedurende een halve cyclus. De versterkte beweging bereikt de lashoorn, vervaardigd uit geïmporteerd snelstaal (Yishengbai-materiaal), die de oscillerende schuifkracht direct overbrengt op de metalen stapel die tussen de hoorn en het onderste aambeeld is geklemd.
Het lasproces (stap voor stap)
- Aandrukfase (0,02–10 s, programmeerbaar): De pneumatische cilinder laat de laskop zakken. De hoorn raakt het bovenste werkstuk en bouwt druk op tot de ingestelde waarde. Het lineaire geleidingssysteem (SY lineaire geleiders, 20 mm slag) zorgt voor een verticale, trillingsvrije afdaling, ongeacht de snelheidsinstelling. De stijg- en daalsnelheid zijn onafhankelijk instelbaar voor een nauwkeurige positionering.
- Ultrasone puls (0,01–2,0 s): Nadat de druk is gestabiliseerd, genereert de generator de ultrasone puls. Het hoornoppervlak schuurt zijdelings tegen de bovenste metaallaag met 20.000 cycli per seconde, terwijl de onderste lagen stil blijven liggen tegen het aambeeld. Deze differentiële beweging genereert gelokaliseerde wrijvingswarmte en intense plastische vervorming, met name op de grensvlakken. Oxidefilms – de barrière die conventioneel smeltlassen verhindert – worden gefragmenteerd en verspreid in het metaal, waardoor schoon metaal bloot komt te liggen. Onder de gecombineerde invloed van atomaire diffusie en plastische vloei ontstaat een metallurgische verbinding in vaste toestand. Het proces smelt het metaal niet; in plaats daarvan zorgt de metaalverzachting aan het grensvlak voor de karakteristieke laag-voor-laag penetratie zonder zwart worden of doorbranden.
- Vasthoudfase (enkele seconden): Nadat de ultrasone energie is gestopt, wordt de pneumatische druk kortstondig gehandhaafd om de verbinding te laten consolideren en stollen onder compressie, waardoor een robuuste verbinding op moleculair niveau ontstaat. De lassterkte benadert die van het oorspronkelijke materiaal.
- Terugkeer: De magneetklep (AIRTAC 24V210-10) ontlucht de cilinder en de kop trekt zich terug naar de beginpositie, klaar voor het volgende onderdeel.
Intelligente besturing die deze machine onderscheidt van eenvoudigere lasapparaten.
- Automatische frequentievolging (±20 Hz, zoekbereik 19.0000–21.0000 Hz): Tijdens continue productie warmen de transducer en de hoorn op, waardoor hun mechanische resonantiefrequentie verschuift. De generator detecteert deze verschuiving continu en vergrendelt zich in realtime op de nieuwe resonantie zonder handmatige tussenkomst. Na een hoornvervanging of -slijping voert het systeem bij het inschakelen een zelfdiagnose uit en vergrendelt zich automatisch op de nieuwe resonantie – geen omslachtige handmatige afstemming zoals "het zoeken naar een radiozender", een proces dat bij veel concurrerende machines nog steeds nodig is.
- Constante-amplitude functie: Wanneer de netspanning fluctueert tussen 215 V en 238 V, compenseert de generator automatisch de uitgangsspanning zodat de amplitude van de hoorn constant blijft. Dit zorgt ervoor dat de honderdste las van een ploegendienst identiek is aan de eerste, ongeacht variaties in de fabrieksspanning.
- Beëindiging in meerdere modi: De energiemodus stopt de puls wanneer een vooraf ingestelde Joule-waarde is bereikt (het meest geschikt voor dikke lip-op-lip-lassen waarbij de totale warmte-inbreng gecontroleerd moet worden). De tijdmodus loopt gedurende een vaste tijdsduur (het meest geschikt voor snel, repetitief enkelpuntslassen). De intelligente tijdmodus analyseert de ultrasone feedback in realtime, identificeert het moment van volledige hechting en beëindigt de puls – waardoor de sterkte wordt gemaximaliseerd en overmatige trillingen die de folie kunnen vermoeien, worden voorkomen.
- Instelbare amplitude (1%–100% binnen 0–100 ms): Voor delicate, ultradunne folies kunt u een zachte initiële aangrijping met lage amplitude programmeren, gevolgd door een geleidelijke opbouw naar volledige amplitude voor hechting, en vervolgens een afvlakking. "De machine werkt precies zoals u wilt"—een uitspraak die onze ingenieurs vaak gebruiken bij klanten.
Belangrijkste technische voordelen van het lassen van batterijlipjes en -folie
- Digitaal ultrasoon systeem van Duitse makelij met automatische frequentiecontrole. De transducer maakt gebruik van piëzo-elektrische kristallen van German Tech, gecombineerd met een volledig digitale generator gebouwd op IGBT-modules en een afzonderlijk bekrachtigde oscillatiekring. Deze architectuur zorgt voor een inherent stabiele, ruisarme energieomzetting. In tegenstelling tot analoge generatoren die handmatige frequentie-afstemming vereisen en die door temperatuurschommelingen afwijken, kalibreert het TOB-systeem zichzelf bij het opstarten en volgt het continu de resonantie tijdens gebruik. Het praktische resultaat: na het vervangen van een hoorn of het opnieuw slijpen van een versleten oppervlak, vergrendelt de machine zich binnen enkele seconden op de nieuwe resonantie zonder dat de gebruiker aanpassingen hoeft te doen – een mogelijkheid die concurrerende systemen op de markt vaak missen, die in plaats daarvan afhankelijk zijn van een handmatige "zoekprocedure" vergelijkbaar met het afstemmen van een oude radio.
- Laag-voor-laag penetratie zonder doorbranden of zwart worden. De combinatie van nauwkeurige amplitudecontrole (20-40 µm halve cyclus), instelbare druk (0,3-6 kg/cm²) en tijdresolutie (tot 0,01 s) maakt een echte laag-voor-laag hechting door de gehele foliestapel mogelijk. De specificatie vereist expliciet "geen zwart worden", wat betekent dat het lasoppervlak oxidevrij blijft en het metaal de oxidatietemperatuur niet bereikt. Bij een 20-laags aluminiumstapel die aan een 0,4 mm lipje is gelast, wordt elke laag afzonderlijk verbonden en blijft de buitenste folie structureel intact. Dit heeft directe gevolgen voor de betrouwbaarheid van de cel: een gedeeltelijk doorgebrande las kan de initiële kwaliteitscontrole doorstaan, maar tijdens het cyclen een hoge weerstand ontwikkelen.
- Drie lasmodi voor procesflexibiliteit. De generator biedt een energiemodus, een tijdmodus en een intelligente tijdmodus, elk geschikt voor verschillende verbindingsgeometrieën. De energiemodus blinkt uit bij dikke meerlaagse lasverbindingen waar de totale warmte-inbreng de kwaliteit bepaalt. De tijdmodus is ideaal voor snel, repetitief enkelpuntslassen op cilindrische cellijnen. De intelligente tijdmodus, uniek voor deze generator, bewaakt het inzakken van de interfaces in realtime en beëindigt de puls automatisch wanneer optimale hechting is bereikt, ongeacht kleine variaties in foliedikte of oppervlakteconditie. Deze modus is bijzonder effectief voor verbindingen van ongelijke metalen (aluminium-nikkel) waarbij een vaste energie of tijd de nikkelzijde onvoldoende of de aluminiumzijde te veel kan lassen.
- Instelbare amplitude: 1%–100% binnen een venster van 100 ms. Deze functie biedt procesingenieurs zeer nauwkeurige controle over het lasprofiel. Voor extreem fragiele aluminiumfolie van 0,012 mm kan de amplitude beginnen bij 20% gedurende de eerste 10 ms (om contact te maken zonder scheuren), oplopen tot 80% in de volgende 40 ms (om oxiden te breken en de hechting te starten) en op 60% blijven gedurende de resterende 50 ms (om te consolideren zonder oververhitting). Een lasapparaat met vaste amplitude kan dit niveau van controle simpelweg niet bereiken, en het verschil is zichtbaar in zowel de lasdoorsnede als de trekproefgegevens.
- Opslag van meer dan 100 lasrecords met cloudgebaseerde datalogging. De touchscreen-interface slaat meer dan 100 parameterreeksen en lasgeschiedenissen op, elk met informatie over amplitude, energie, tijd en alarmen. Aangepaste cloudservices maken OEE-monitoring op afstand, foutmeldingen en traceerbaarheid voor kwaliteitsaudits mogelijk. Wanneer een klant in de automobielindustrie moet aantonen dat elke las op een bepaalde batch binnen de specificaties is uitgevoerd, zijn deze gegevens direct opvraagbaar.
- Robuust mechanisch ontwerp voor een levensduur van meer dan 100.000 lascycli. De lashoorn is gemaakt van geïmporteerd snelstaal (Yishengbai, een Bohler-Uddeholm-kwaliteit) en heeft twee onafhankelijke bruikbare vlakken, waardoor de onderhoudsinterval effectief wordt verdubbeld. Het aambeeld heeft een gaaspatroon dat is geoptimaliseerd voor het vastgrijpen van dunne folies zonder deze te snijden. Het lineaire geleidingssysteem (merk SY, twee sets lineaire geleiders, nominale afmeting 20 mm) en de pneumatische actuator (AIRTAC SDA63×20 cilinder met AIRTAC 24V210-10 magneetventiel) zijn gespecificeerd voor industriële gebruikscycli. De totale levensduur van de apparatuur is 8-10 jaar, ondersteund door een garantie van één jaar op alle belangrijke componenten (transducer, booster, hoorn, moederbord, uitgangstransformator, chipprocessor van het Amerikaanse bedrijf ID, kabels), met uitzondering van slijtage aan het hoornvlak en de basis.
- Uitgebreide beveiligingssystemen. De generator bewaakt continu: voedingsspanning (werkbereik 215–238 V, met automatische compensatie binnen dit bereik), overstroom (IGBT-beveiliging), oververhitting (automatische uitschakeling van de interne vermogenstransistor bij 60 °C), instabiele netfrequentie (automatische compensatie) en lasoverbelasting (signaalterugkoppeling die schade aan de transducer en hoorn voorkomt). De EMI/EMC-prestaties worden beoordeeld als "sterke anti-interferentiecapaciteit", wat belangrijk is wanneer de lasmachine in de buurt van motoraandrijvingen of andere vermogenselektronica in een batterijproductielijn werkt.

Volledige technische specificaties
Ultrasone generator en besturingssysteem
|
Parameter |
Specificatie |
|
Frequentie |
20 kHz, automatisch volgbereik ±20 Hz, weergave zoekbereik 19,0000–21,0000 Hz |
|
Stroom |
1500 W (selecteerbaar) 1000 W) |
|
Frequentieregeling |
Ingebouwd, verstelbaar, volledig digitaal |
|
Vermogensfase |
IGBT-modules, afzonderlijk bekrachtigde oscillatieschakeling |
|
Amplituderegeling |
Traploos instelbaar, 1%–100%, segmenteerbaar binnen een tijdsvenster van 0–100 ms. |
|
constante-amplitude functie |
Ja, het compenseert voor schommelingen in de netspanning tussen 215 en 238 V. |
|
Lasmodi |
Energiemodus, tijdmodus, intelligente tijdmodus (selecteerbaar) |
|
Lastijdbereik |
0,01–2,0 s |
|
Tijdsbereik voor knijpen |
0,02–10 s (programmeerbaar) |
|
Tijdsaanpassingsbereik (algemeen) |
0–60 s |
|
Parameteropslag |
Ja, met aanpasbare oproepfunctie; >100 lasrecords |
|
Cloudservice |
Aanpasbaar |
|
Controller |
Op microprocessoren gebaseerd (chipset van het Amerikaanse bedrijf ID) |
|
Beschermingen |
Overspanning (215–238 V band), overstroom, overbelasting, oververhitting (automatische beveiliging bij 60 °C), automatische compensatie van instabiele netfrequentie, terugkoppeling van lasoverbelastingssignaal |
|
EMI/EMC |
Sterke anti-interferentiecapaciteit |
|
Scherm |
High-definition touchscreen met intuïtieve grafische interface |
|
Weergave |
Dubbele weergave: ingestelde temperatuur en gemeten temperatuur. |
|
Generatorafmetingen |
Afmetingen: ca. 360 mm × 340 mm × 150 mm |
|
Voedingsspanning |
220 V wisselstroom, 50/60 Hz |
Laslaskop, transducer en pneumatisch systeem
|
Parameter |
Specificatie |
|
Transducer |
Model X20, Duitse T ech piëzo-elektrische wafers |
|
Transducer-aanpassingstolerantie |
Frequentieverschil ≤400 Hz, impedantieverschil ≤4 Ω, capaciteitsverschil ≤400 pF |
|
Isolatieweerstand van de transducer (naar de behuizing) |
≥30 MΩ |
|
Booster |
Model Y20 |
|
Hoornmateriaal |
Geïmporteerd snelstaal (Yishengbai, Bohler-Uddeholm kwaliteit) |
|
Hoornlengte |
≥130 mm |
|
Aantal bruikbare hoornvlakken |
2 |
|
Installatie-instructies voor de claxon |
Dwars (horizontaal) |
|
Hoornvormig gezichtspatroon |
Bovenste hoorn: rechtlijnig of kruisvormig ("rijst") patroon; Onderste aambeeld: gaaspatroon |
|
Laspunthoogte (patroondiepte) |
0,8 mm (instelbaar afhankelijk van het productieproces) |
|
Hoogte van het lasoppervlak vanaf de hoorn |
>5 mm (aangepast aan de producthoogte) |
|
Amplitude instelbaar bereik |
Halve cyclus 20–40 µm |
|
Verticale slag van het hoofd |
20 mm (cilinderslag), lineaire geleidingsregeling |
|
Snelheid van het omhoog/omlaag gaan van het hoofd |
Instelbaar, nauwkeurig geregeld |
|
Boven-/onderpositiebediening |
Nauwkeurige positionering |
|
Cilinder |
AIRTAC SDA63×20, boring 63 mm × slag 20 mm |
|
Solenoïdeklep |
AIRTAC 24V210-10 |
|
Lineaire geleider |
SY merk, lineaire schuifregelaar 20, 2 sets |
|
Werkdruk |
0,3–6 kg/cm² (min. 0,3, max. 6 kg/cm²) |
|
Toevoer van inlaatlucht |
Droge perslucht, 7–8 kg/cm² (bar) |
|
Luchtinlaat |
Snelkoppeling, Ø8 mm |
|
Hoorn gezicht leven |
≥100.000 lassen |
Toepasselijke materialen en celconfiguraties
|
Sollicitatie |
Specificatie |
|
Kathodesubstraat (stroomcollectorfolie) |
Aluminiumfolie, dikte 0,012 mm |
|
Materiaal van de kathodelip |
Aluminium m tab, dikte 0,2–0,5 mm |
|
Anodesubstraat (stroomcollectorfolie) |
Koperfolie, dikte 0,008–0,012 mm |
|
Anode-tabmateriaal |
Vernikkeld koperen/nikkelen lipje, dikte 0,2–0,4 mm |
|
Zakcel max. gelamineerde lagen |
10–45 lagen (afhankelijk van de laslengte) |
|
Laspuntlengte |
20 mm (aanpasbaar) |
|
Laspuntbreedte |
3 mm (aanpasbaar) |
|
Lasmodus voor tabbladen |
Dwars (kruislings; aanpasbaar) |
|
Kwaliteitseis voor lassen |
Geen lasdoorlassing, geen gemiste lassen, stevige hechting, laag-voor-laag doorlassing, geen zwartverkleuring |
|
Lascyclustijd |
Binnen 1 seconde |
|
Aantal laspunten |
Ontworpen volgens het lasproces |
|
Lastype |
Enkelvoudig punt |
Afmetingen en gewicht van de machine
|
Item |
Afmetingen / Gewicht |
|
Totale afmetingen |
Ca. 900 mm × 600 mm × 750 mm |
|
Hoofdafmetingen |
Ca. 500 mm × 310 mm × 620 mm |
|
Afmetingen van de generatorkast |
Ongeveer 360 mm × 3 40 mm × 150 mm |
|
Verpakkingsafmetingen |
Ca. 1000 mm × 600 mm × 800 mm |
|
Totaal gewicht |
Ongeveer 50 kg |
Onderdelen- en reserveonderdelenlijst
|
Nee. |
Montage |
component |
Specificaties / Model |
Fabrikant |
Aantal |
Garantie |
|
1 |
Kabel |
Hoogfrequente kabel |
– |
– |
1 stuk |
1 jaar |
|
2 |
Kabel |
Hoogfrequente kabel |
– |
– |
1 stuk |
1 jaar |
|
3 |
Kabel |
Uitgangsregelkabel |
Multicore |
– |
1 stuk |
1 jaar |
|
4 |
Trillingssysteem |
Transducer |
X20 |
Duitse technologie (wafel) |
1 stuk |
1 jaar |
|
5 |
Trillingssysteem |
Booster (hoorn met variabele amplitude) |
Y20 |
– |
1 stuk |
1 jaar |
|
6 |
Trillingssysteem |
Lashoorn |
20 |
Yishengbai importeerde materialen |
1 stuk van elk (positief/negatief) |
1 jaar (slijtage niet inbegrepen) |
|
7 |
Trillingssysteem |
Flensplaat |
– |
– |
1 set |
1 jaar |
|
9 |
Bedieningskast |
Moederbord |
– |
– |
1 stuk |
1 jaar |
|
10 |
Bedieningskast |
Uitgangstransformator |
– |
– |
1 stuk |
1 jaar |
|
12 |
Bedieningskast |
Chipprocessor |
– |
Amerikaans ID-bedrijf |
1 set |
1 jaar |
|
13 |
Armatuur |
Bovenste matrijsinstelhuls |
– |
– |
– |
– |
|
14 |
Armatuur |
Baseren |
– |
– |
1 set |
1 jaar (slijtage niet inbegrepen) |
|
15 |
Kader |
Machineframe |
HY |
– |
1 set |
1 jaar |
|
16 |
Kader |
Lineaire geleider |
Lineaire schuifregelaar 20 |
SY |
2 sets |
1 jaar |
|
17 |
Kader |
Cilinder |
SDA63×20 |
AIRTAC |
1 set |
1 jaar |
|
18 |
Kader |
Solenoïdeklep |
24V210-10 |
AIRTAC |
1 set |
1 jaar |


Veelvoorkomende defecten bij ultrasoon lassen en praktische tips voor het oplossen van problemen.
Bij het lassen van batterijlipjes komen de volgende problemen regelmatig voor. De tabel legt uit hoe de functies van de TOB-20K-1500W direct helpen bij het diagnosticeren van deze problemen. en los ze elk afzonderlijk op.
|
Probleem |
Mogelijke oorzaak |
Hoe de TOB-20K-1500W helpt / Aanbevolen actie |
|
Zwakke hechting / lage treksterkte (laat gemakkelijk los) |
Onvoldoende energie, te lage amplitude of onvolledige oxidelaag. |
Verhoog het ingestelde energieniveau in kleine stapjes (5 J). Controleer of de amplitude voor aluminium minimaal 70-80% bedraagt. Zorg ervoor dat de folies vóór het lassen met IPA zijn gereinigd. De functie voor constante amplitude garandeert dat de ingestelde amplitude daadwerkelijk wordt geleverd, ongeacht schommelingen in de netspanning. |
|
Folieperforatie of doorbranden (laspenetratie) |
De energie is te hoog, de amplitude is te groot ten opzichte van de foliedikte, of de druk is te laag, wat leidt tot slip en plaatselijke oververhitting. |
Verlaag het energieverbruik of schakel over naar de intelligente tijdmodus die automatisch stopt zodra de verbinding voltooid is. Verhoog de pneumatische druk tot 3–4 kg/cm² om de koppeling te verbeteren. Controleer de paralleliteit tussen de hoorn en het aambeeld. De specificatie vereist absoluut geen laspenetratie. |
|
Aluminium dat aan het hoornoppervlak kleeft / metaaltransfer |
Onvoldoende amplitude waardoor wrijvingskracht ontstaat in plaats van hechting, of een te lange lastijd bij lage amplitude. |
Reinig het hoornoppervlak met een zachte messing borstel. Verhoog de amplitude iets en verkort de tijd. De segmenteerbare amplitudefunctie maakt een geleidelijke inschakeling mogelijk om slijtage te voorkomen. |
|
De laskwaliteit neemt gedurende een productiedienst af. |
Door verhitting van de hoorn kan frequentieverschuiving optreden, of het patroon op het hoornoppervlak slijt tot onder de effectieve diepte. |
Controleer of automatische frequentievolging is ingeschakeld (dit is standaard altijd het geval bij dit systeem – handmatige tussenkomst is niet nodig). Als de diepte van het hoornpatroon minder dan 0,5 mm is, draai dan naar het tweede bruikbare vlak of slijp het opnieuw. Houd de temperatuur van de transducer in de gaten; het systeem houdt de temperatuur van de trillingsgroep op het laagst mogelijke niveau. |
|
Luid piepen of abnormaal geluid tijdens het lassen |
Een mismatch in de resonantie, een losse mechanische verbinding in de trilstapel of een onderdeel dat niet stevig op het aambeeld is bevestigd. |
Draai alle mechanische verbindingen (hoorn, booster, transducer) vast met het voorgeschreven koppel. Zorg ervoor dat het werkstuk volledig vlak op het aambeeld ligt. Voer de automatische frequentiezoekfunctie van het systeem eenmaal uit. De afzonderlijk bekrachtigde oscillatiestructuur is inherent stabieler dan zelfbekrachtigde ontwerpen en voorkomt resonantie. |
|
Alarm voor overbelasting van de generator |
Overstroom als gevolg van een beschadigde transducer, een gebarsten hoorn of een extreme geometrie van het onderdeel. |
Controleer de isolatieweerstand van de transducer; de specificatie vereist ≥30 MΩ naar de behuizing. Inspecteer de hoorn op microscheurtjes met behulp van een penetrantvloeistof. De terugkoppeling van het overbelastingsbeveiligingssignaal voorkomt catastrofale schade en geeft een foutcode voor snelle diagnose. |
|
Inconsistente laskwaliteit tussen ploegendiensten |
Verschillende operators stellen verschillende parameters in, of er is sprake van variaties in de netspanning. |
Sla het gevalideerde recept op in het parametergeheugen (>100 records). Vergrendel het recept om ongeautoriseerde wijzigingen te voorkomen. Het spanningsbeveiligingssysteem compenseert automatisch voor voedingsspanningsvariaties tussen 215 V en 238 V, zodat het uitgangsvermogen en de frequentie niet worden beïnvloed. |
Aanbevolen lasparameters voor gangbare batterijverbindingen
Deze basisrecepten zijn ontwikkeld met een TOB-20K-1500W met een standaard rechtlijnig bovenhoornpatroon en een gaasvormig aambeeld. Ze gaan er allemaal van uit dat de folie correct wordt gereinigd met IPA en dat de omgevingstemperatuur 20-30 °C is. Pas de recepten aan uw specifieke materiaal, folieleverancier en productiesnelheid aan.
|
Gewrichtstype |
Materiaalstapeling |
Lasmodus |
Energie / Tijd |
Amplitude |
Druk |
Notities |
|
Enkele aluminiumstrip naar aluminiumfolie (kathode) |
Aluminium tab 0,3 mm + 1 laag aluminiumfolie 0,012 mm |
Energie |
50–70 J |
80% |
2,5–3,0 kg/cm² |
Gebruik een rechtlijnig hoornpatroon om scheuren in de folie te voorkomen. Laspunt 20 mm × 3 mm standaard. |
|
Enkelvoudig vernikkeld Cu-lipje op Cu-folie (anode) |
Ni-Cu-lipje 0,2 mm + 1 laag Cu-folie 0,010 mm |
Energie |
80–100 J |
85% |
3,0 kg/cm² |
Koper vereist meer energie dan aluminium. Zorg ervoor dat het lipje vernikkeld is en niet van kaal koper. |
|
Meerlaags zakjeslipje (20 lagen aluminium) |
20 lagen aluminiumfolie 0,012 mm + aluminiumstrip 0,4 mm |
Tijd |
0,6–0,8 s |
90% |
4,0–5,0 kg/cm² |
Lijn de foliestapel vooraf uit in een mal. Gebruik een langere lasnaad (20 mm) om de energie over alle lagen te verdelen. |
|
Meerlaags zakje met lipje (45 lagen aluminium, maximale specificatie) |
45 lagen aluminiumfolie 0,012 mm + aluminiumstrip 0,5 mm |
Tijd |
0,8–1,0 s |
95% |
5,0–6,0 kg/cm² |
Maximaal aantal lagen volgens specificatie. Verhoog de druk tot de bovengrens. De laskwaliteit is afhankelijk van de laslengte; langere lassen verdelen de energie beter. |
|
Vlinderlas (pouchcel Al naar Ni) |
Al-tab 0,3 mm → Ni-tab 0,3 mm |
Intelligente tijd |
– |
80% |
3,5 kg/cm² |
De intelligente modus is het meest geschikt voor verschillende metalen: voorkomt oververhitting van de nikkelzijde en zorgt tegelijkertijd voor een optimale verbinding met de aluminiumzijde. |
|
Cilindrische dop op aluminium strip (enkele plek) |
Aluminium dop + aluminium strip 0,3 mm |
Energie |
30–50 J |
75% |
3,0 kg/cm² |
De spotgrootte moet overeenkomen met het contactoppervlak van de kap; houd de lastijd onder de 0,3 seconden om warmteophoping in de kap te voorkomen. |
|
Koperen buisafdichting |
Koperen buis Ø6–12 mm |
Tijd |
0,4–0,6 s |
90% |
4,0 kg/cm² |
Zorg ervoor dat de uiteinden van de buizen vrij zijn van snijolie. De lasverbinding moet hermetisch zijn. |
Belangrijke parameter opmerking: Het amplitudepercentage verwijst naar de uitgangsinstelling van de generator, niet naar de absolute uitslag van de hoorn. Bij 100% amplitude is de uitslag van een halve cyclus ongeveer 40 µm. Begin bij delicate folies nooit boven de 80%. De specificatie vermeldt dat de optimale druk een inkeping van 1-5 mm aan de rand van het lasgedeelte veroorzaakt – gebruik deze visuele indicator voor de eerste instelling.
Waarom kiezen voor de TOB-20K-1500W in plaats van een standaard ultrasoonlasapparaat: een directe vergelijking
|
Functie |
TOB-20K-1500W |
Typische goedkope 20 kHz ultrasone lasmachine |
|
Generatortechnologie |
Volledig digitale IGBT van Duitse makelij met afzonderlijk bekrachtigde oscillatieschakeling. |
Vaak analoog of eenvoudig digitaal, zelfopwekkende oscillatie |
|
Frequentieregeling |
Automatische tracking (±20 Hz), zelfkalibratie bij het opstarten; geen handmatige afstemming nodig, zelfs niet na het vervangen van de hoorn. |
Mogelijk is handmatig zoeken naar de juiste frequentie nodig ("zoals het afstemmen van een oude radio") na elke vervanging van de hoorn. |
|
Amplituderegeling |
Traploos 1–100%, segmenteerbaar w binnen een venster van 0–100 ms |
Vaak 3-5 vaste stappen, geen mogelijkheid tot segmentering. |
|
Constante amplitude |
Ja, de generator compenseert de uitgangsspanning voor schommelingen in het lichtnet (215–238 V). |
Nee, de lasamplitude varieert met de fabrieksspanning. |
|
Lasmodi |
Energie, tijd, intelligente tijd (selecteerbaar) |
Meestal gaat het om alleen tijd of alleen energie. |
|
Transducer-afstemming |
Fabrieksmatig afgestemde sets: frequentieverschil ≤400 Hz, impedantieverschil ≤4 Ω, capaciteitsverschil ≤400 pF |
Vaak zijn de snaren niet goed op elkaar afgestemd, wat leidt tot getik en voortijdig gekraak van de hoorns. |
|
Gegevensregistratie |
Meer dan 100 lasgegevens, geschikt voor de cloud, foutalarm met historie. |
Eenvoudig display, geen gegevensopslag of alleen geheugen voor de laatst gelaste verbinding |
|
Pneumatische en lineaire geleiding |
AIRTAC-cilinder (SDA63×20) en magneetklep (24V210-10) van het merk AIRTAC, SY lineaire schuifregelaars |
Generieke, merkloze componenten met beperkte slagverstelbaarheid. |
|
Hoornmateriaal en levensduur |
Geïmporteerd Yishengbai snelstaal, 2 bruikbare vlakken, ≥100.000 lassen per vlak |
Gereedschapsstaal van lagere kwaliteit, vaak enkelzijdig bewerkt, kortere levensduur |
|
Stijg-/daalsnelheidsregeling |
Instelbaar, nauwkeurig geregeld |
Vaak met een vaste snelheid of een eenvoudige gasklep. |
|
Positioneringsnauwkeurigheid |
Nauwkeurige controle van de boven-/onderpositie |
Eenvoudige mechanische stop |
|
EMI/EMC |
Sterke storingsbestendigheid, stabiel in de buurt van motoraandrijvingen en omvormers. |
Kan gevoelig zijn voor, of elektrische storingen veroorzaken in de fabriek. |
|
Beveiligingssystemen |
Overspanning, overstroom, overbelasting, oververhitting (60 °C), netfrequentiecompensatie, terugkoppeling van lasoverbelasting |
Meestal volstaat een basisbeveiliging tegen overbelasting. |
|
Ontwerp het leven |
8-10 jaar |
Doorgaans 3-5 jaar |
|
Garantie en ondersteuning |
1 jaar garantie op de belangrijkste onderdelen (transducer, booster, hoorn, exclusief slijtage, moederbord, chipprocessor, kabels), levenslange technische ondersteuning. |
Vaak 6-12 maanden met beperkte ondersteuning van de distributeur. |
Waarom batterijproductielijnen overstappen op dit systeem: De meest voorkomende redenen die klanten noemen voor de upgrade naar de TOB-20K-1500W zijn: inconsistente trekkracht over verschillende productiediensten als gevolg van een slechte amplitude-regeling van de generator; de frustratie van het handmatig afstellen van de frequentie elke ochtend of na elke vervanging van de hoorn; voortijdige hoornuitval bij zachte gereedschappen; en het onvermogen om gegevens over de traceerbaarheid van lassen te leveren tijdens audits van automotive klanten. Het TOB-systeem pakt elk van deze problemen direct aan: de Duitse digitale generator en automatische frequentietracking elimineren giswerk bij de instelling, de constante-amplitudefunctie stabiliseert de kwaliteit bij spanningsschommelingen, de snelstaalhoorn met twee zijden verlengt de onderhoudsintervallen en het geheugen voor meer dan 100 records biedt de documentatie die kwaliteitssystemen vereisen. Zoals een productiemanager ons vertelde: "Voorheen was lassen het knelpunt, omdat we altijd wel iets moesten bijstellen. Nu laden we het recept in en de eerste las slaagt voor de trektest – elke keer, de hele dienst."
Technische veelgestelde vragen — Ultrasoon metaallassen voor batterijproductie
Vraag 1: Kan de TOB-20K-1500W koper rechtstreeks aan aluminium lassen, of moet er vernikkeld koper worden gebruikt?
Ultrasoon lassen kan aluminium met blank koper verbinden, en de verbinding zal mechanisch sterk zijn. In een lithium-ioncel zal echter elke blootstelling aan elektrolytdamp of sporen van vocht een galvanisch koppel tussen aluminium en koper veroorzaken, wat leidt tot corrosie van de verbinding gedurende de levensduur van de cel. Om deze reden is het in de batterij-industrie gebruikelijk om vernikkelde koperen lipjes te gebruiken bij het verbinden met aluminiumfolie of -strips. De nikkellaag fungeert als een barrière. De machine last zowel blank koper met aluminium als vernikkeld koper met aluminium even goed; de keuze hangt volledig af van uw celontwerp en de verwachte gebruiksomgeving.
Vraag 2: Hoe vaak moet de lashoorn worden geïnspecteerd en wat is de procedure wanneer het patroon is afgesleten?
Bij het lassen van 0,012 mm aluminiumfolie in de productie met typische cyclussnelheden blijft het hoornpatroon (rechte lijn of kruisarcering) effectief gedurende circa 50.000 tot 100.000 lassen per zijde, afhankelijk van de materiaalhardheid en de drukinstellingen. We raden aan om de patroondiepte elke 10.000 lassen te controleren met een eenvoudige dieptemeter. Wanneer de patroondiepte onder circa 0,5 mm komt, draai de hoorn dan naar de tweede bruikbare zijde. Wanneer beide zijden versleten zijn, kan de hoorn opnieuw geslepen worden om de oorspronkelijke textuur te herstellen. TOB kan een gecertificeerde slijpservice aanbevelen. De specificatie vermeldt een levensduur van de hoornzijde van ≥100.000 lassen – dit is onder de aanname van correct gebruik binnen het aanbevolen drukbereik en regelmatige reiniging om ophoping van aluminium te voorkomen.
Vraag 3: Verandert de laskwaliteit wanneer de omgevingstemperatuur in de fabriek varieert van winter tot zomer (bijvoorbeeld van 10 °C tot 35 °C)?
De digitale frequentievolging compenseert grotendeels de door temperatuur veroorzaakte resonantieverschuivingen in de transducer en hoorn. De transducer is een mechanische resonator en de eigenfrequentie ervan verschuift weliswaar enigszins met de temperatuur, maar de generator vergrendelt zich elke cyclus opnieuw op de nieuwe resonantie binnen het volgbereik van ±20 Hz – handmatige aanpassing is niet nodig. De afdichtingen van het pneumatische systeem (AIRTAC) zijn geschikt voor industriële temperatuurbereiken. Voor een koude start op maandagochtend bij 10 °C is het verstandig om ongeveer vijf proeflassen op restfolie uit te voeren. Hierdoor bereiken de transducer, booster en hoorn een stabiele bedrijfstemperatuur. De temperatuur van de vibratiegroep blijft tijdens normaal gebruik op het minimum dankzij de intelligente frequentiecontrole, wat bijdraagt aan een consistente laskwaliteit onder alle omgevingsomstandigheden.
Vraag 4: Kunnen de stijg- en daalsnelheden van de laskop onafhankelijk van elkaar worden ingesteld, en waarom is dit belangrijk?
Ja, de stijg- en daalsnelheden van de laskop zijn onafhankelijk en nauwkeurig instelbaar via de pneumatische flowregelaars. Dit is belangrijk in de productie, omdat de aanloopsnelheid hoog genoeg moet zijn om de beoogde cyclustijd te halen (de volledige las moet volgens de specificaties binnen 1 seconde voltooid zijn), maar de uiteindelijke afdaling naar het werkstuk langzaam genoeg moet zijn om beschadiging van ultradunne folies te voorkomen. De instelbare snelheden, in combinatie met de nauwkeurige boven-onderpositionering en het lineaire geleidingssysteem, maken het mogelijk om een snelle aanloop naar een punt net boven de stapel te programmeren, gevolgd door een geleidelijke uiteindelijke afdaling onder gecontroleerde druk. Dit maximaliseert zowel de doorvoer als de folie-integriteit.
Vraag 5: Is het systeem geschikt voor lassen in een droge ruimte of handschoenkast?
De lasunit en pneumatische componenten kunnen functioneren in een droge ruimte met lage luchtvochtigheid (dauwpunt tot circa -40 °C, typisch voor de assemblage van lithium-ioncellen). De elektrische kast is niet geschikt voor integratie in een handschoenkast, maar de lasunit kan wel in een grote droge ruimte of een op maat gemaakte behuizing worden geplaatst. De stuurkabels (twee hoogfrequentkabels en één meeraderige uitgangsstuurkabel) hebben een standaardlengte van 1 meter en kunnen worden verlengd met kabels op maat als de generator buiten de gecontroleerde omgeving moet worden geplaatst. Neem contact op met TOB voor maatwerk.
Heeft u een gevalideerd lasrecept nodig voor uw specifieke tab-to-foil- of meerlaagse pouch-celtoepassing? Vraag het volledige TOB-20K-1500W-specificatiepakket en een uitgangspuntparameterblad aan bij onze lasprocesingenieurs.
tob.amy@tobmachine.com | +86 181 2071 5609
Vorige:
4000W ultrasone metaallasmachine voor batterijlipjes | TOB-20K-4000WVolgende:
Ultrasone metalen rollende lasmachine
Als u geïnteresseerd bent in onze producten en meer details wilt weten, laat dan hier een bericht achter, wij zullen u zo snel mogelijk antwoorden.